







Supply chain planning in the chemical industry is difficult because of the complexities associated with this industry.
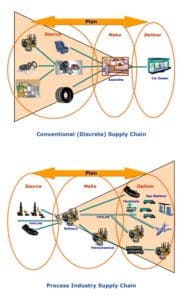
Conventional manufacturing (discrete manufacturing) uses bills of materials that specify the parts that go in the final product, assembles the products, and produces lots consisting of distinct units.
Process manufacturing is different. Process manufacturers use formulas and manufacturing recipes. They produce goods in batches or a continuous stream. SCP is based on modeling constraints and key parameters. Chemical industry models are very complex.
Supply Chain Planning in the Chemical Industry
In ARC Advisory Groups’ new market study on the global supply chain planning market, the chemical industry accounts for over $150 million of the market’s revenue. This is not insignificant. Yet while there are many vendors that have supply chain planning (SCP) solutions, relatively few of them have chemical industry customers. The market leaders in the chemical industry are SAP and AspenTech.
In the supply chain planning market, the chemical industry often seems like an afterthought. Certainly, most of the writing on supply chain planning has a distinctly discrete manufacturing industry flavor to it.
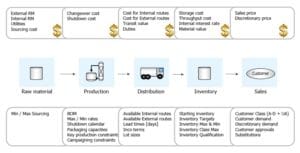
Complex manufacturing is a hallmark of the chemical industry. Typical factories include many tightly interconnected operating units for blending, separating, reacting and packaging of final products.
Tanks are used everywhere, within operating units, between units to balance operations, and for temporarily storing materials, work-in-process, and finished goods inventory. Production planning solutions must reflect a deep understanding of the product and the manufacturing processes to ensure that plans are realistic and support stable product transitions. Planning requires an explicit understanding of the complex, non-linear chemical processes occurring within process units. Complex relationships between raw material variability, operating units and constraints on product changes must still be thoroughly modeled to develop optimal schedules.
Most SCP suppliers can’t begin to produce high fidelity models of process manufacturing plants. And as Roch Gauthier, the Sr. Director of Product Management for the aspenONE Supply Chain Management suite pointed out, “if you can’t model it, you can’t manage it; let alone optimize it.”
But in addition to modeling manufacturing, a good supply chain solution needs to also model demand and inventory. This is important because the central process in supply chain management is sales & operations planning (S&OP), which is increasingly being referred to as “integrated business planning” (IBP). IBP balances supply and demand in a manner that optimizes an organization’s key financial goals. Running demand-supply simulations is incredibly clunky and time consuming at best. But it can be all but impossible for complex chemical supply chains unless demand, inventory, and manufacturing parameters and constraints are in one model.
When you talk about a model that contains the incredibly detailed manufacturing constraints – as well as an understanding of demand and bulk transportation and inventory – you can end up with a very big model. How big?
Perstorp’s Supply Chain Model
AspenTech’s customer Perstorp, a leading global specialty chemicals manufacturer, has a model that contains 1.5 million variables and 500,000 constraints! Perstorp is evaluating supply/demand scenarios based on marginal contribution impacts. And Steve Oelbrandt, the S&OP Process Manager, and Nils-Petter Nytzen, Global Capacity Manager at Perstorp, tell me this model is still growing! Roughly one third of the company’s 10 production plants in Europe and Asia are currently in the comprehensive model. They went live with this model in the middle of this year. But the goal is to have the whole company in a unified model by August of next year.
The comedian Rodney Dangerfield’s tagline was “I get no respect.” When it comes to supply chain planning, the heavy process industries get no respect. This is despite the fact that these industries’ complexities make them among the most challenging operational problems in the field.
Leave a Reply