

Boot Barn is a retail chain devoted to western and work-related footwear, apparel, and accessories. The company operates over 200 stores in the US and e-commerce websites consisting primarily of bootbarn.com, sheplers.com and countryoutfitter.com. The company also operates store support and distribution centers in California and Kansas. The Wichita, Kansas facility supports the company’s expanding e-commerce business.
Facility History
In 2017 Boot Barn installed the Körber Warehouse Management System (WMS) in its Wichita facility that spanned almost 100,000 square feet at that time. Supply chain consultants from E2 Solutions established a relationship with Boot Barn through its participation with the WMS go-live at the facility. In 2019, Doug Smith, VP of Supply Chain at Boot Barn and Erik Easton, CEO of E2 Solutions reconnected and discussed Boot Barn’s facility expansion plans.
E-Commerce DC Expansion and Investment
Boot Barn decided to expand its Wichita facility by about 45,000 sq. feet to accommodate growth in the e-commerce channel. Although this amounts to a 50 percent expansion in square footage, the company wanted to double the unit storage capacity in the process. The existing facility included conveyor and carousels, but Boot Barn wanted the expansion to support a goods-to-person process. After evaluating a number of options, Boot Barn decided on a conveyor layout with a three-level mezzanine structure, including a total of 12 intelligent diverts driving 48 pick zones. An intelligent warehouse control system would be required to effectively operate this system. Boot Barn selected the Körber Warehouse Control System (WCS) to be implemented by E2 Solutions. This would allow both the WMS and WCS to be from the same company with one provider responsible for the system interfaces. The project was completed in under a year, with the WCS portion completed in under four months.
The WCS at Work
The goods-to-person process involves the use of empty totes inducted into a zone with the objective of obtaining a predetermined maximum number of empty totes per zone. As orders are dropped, the system determines the zone of the order and an empty tote is directed to the zone. A worker within the zone scans the tote and order, coupling the two. The WCS then directs the tote to the next stage of processing for that given task, whether it is to a packing station, to another zone for a subsequent pick, or to a consolidation zone. The WCS knows if a given tote is empty and available for another order or if there is a pending order assigned to the tote. Furthermore, the system knows for each of the 48 zones if the desired 10 tote objective is satisfied, or if an additional x number of empty totes needs to be assigned to a given zone. This goal of achieving a predetermined threshold of empty totes optimizes throughput while also leaving space in the zones for put-away activities.
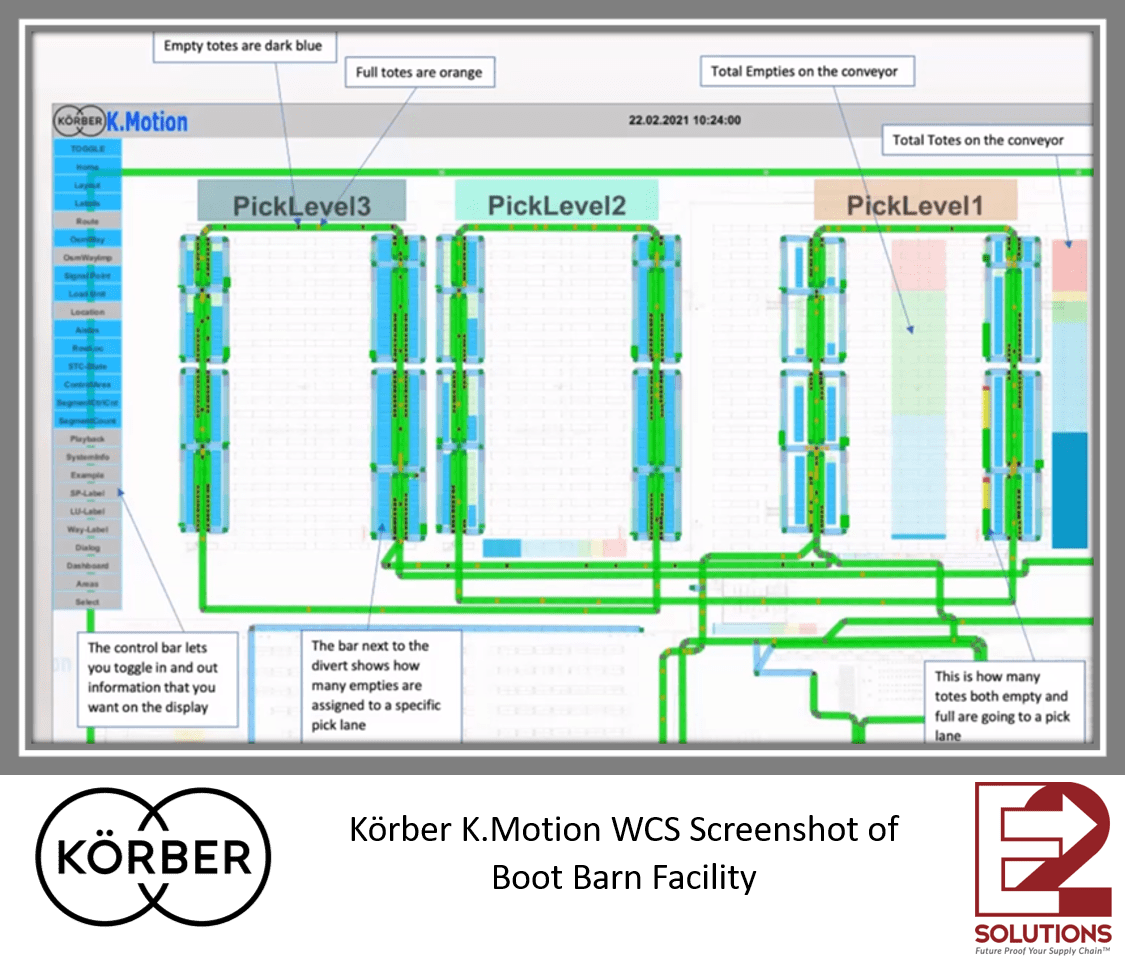
The constant flow of managing and leveling occurs automatically within the WCS. However, the system also offers capabilities for manual intervention. For example, the dashboard provides a visual display of operational information such as the location of empty and full totes on the conveyor and the totals for each of these tote statuses. Other information includes the number of empties assigned to a pick lane and how many totes both empty and full are going to the pick lane. The dashboard is useful for extenuating circumstances such as a large spike in receiving activity or determining if there is a blocked divert. In such a situation, the WCS can reroute totes around the blockage.
Final Word
Boot Barn achieved a 50 percent picking productivity improvement (over prior operation) in the expanded area. They were able to eliminate a lot of manual supporting tasks such as tote delivery, and now have the opportunity to complete picking and put-away at the same time (task interleaving). Throughput has increased by about 25 percent, cost per unit has been reduced, and storage capacity has increased substantially. The next step in the process is to migrate the legacy control system to the Körber WCS.