


I’ve made the argument before that the Internet of Things is nothing new. In the logistics space, for example, we’ve been taking RF scans and using that data to improve warehouse processes since at least 1975 when McHugh Freeman, an early warehouse management system supplier, began business. Internet protocols make it easier to communicate that sensor data to applications. This is a big advance, but I don’t think we are seeing fundamentally new types of applications; just better and cheaper ones.
The process manufacturing industry has been at this for a long time as well. There was an interesting article written in Forbes.com by Peter Zornio, the Chief Strategic Officer of Emerson Process Management. Emerson Process Management is a leader in in helping businesses automate their production, processing and distribution processes in several process industries. Process industries make their products by using formulas and manufacturing recipes. Process manufacturing include industries like Chemicals and Oil & Gas.

Process Manufacturing is Complex
(Photographer: Andrey Rudakov/Bloomberg via Getty Images)
I’d like to review some of the points made in this article because I think they provide insight to not just how IoT could evolve in process industries, but also broader insights that also apply to logistics professionals.
According to Mr. Zorino, in the process industries, IoT has been used for the past 25 years – “ever since the development of microprocessors and network-based instruments… Many of these enterprises work with products and materials that can be readily measured as they flow through pipes.”
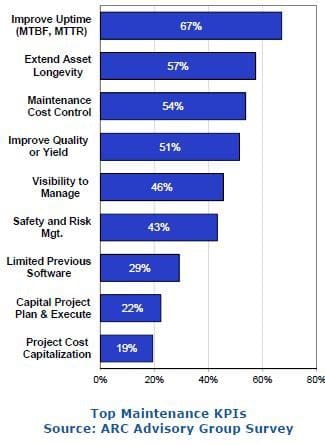
Monitoring the performance of individual pieces of equipment with sensors and wireless communications is both relatively simple and can provide good ROI based on better machine uptime. The payback is only getting better. “Driving these changes are increasingly inexpensive sensors, the maturation of the Internet, and the beginnings of enhanced analytics. Sensors are now so cheap and easy to install – no drilling, no screws, practically “lick ‘n’ stick” in many cases – that we now refer to ‘pervasive sensing,’ and use them especially in locations described within our industries as the four ‘d’s’ – dull, dangerous, dirty and distant.”
In the process industries, these changes are leading to an expansion of IoT’s role. “Until recently, only process control and safety functions were monitored and connected. Now, with costs plummeting, areas like plant and equipment reliability, energy management, personnel safety and environmental compliance are increasingly being addressed.”
But the next step forward – monitoring an entire process or operation – is much bigger than a focus on individual assets.
Big assets like industrial plants are a lot like human beings: They’re complicated, mercurial, and different – every single one. In any given plant, the equipment keeps changing as it wears or gets replaced. The supervisor who ran the operations yesterday is off today and has been replaced by one who runs things differently.
Even the weather has an impact; when a warm front blows in, performance changes.
As a result, modeling most complex processes or operations requires subject matter experts with a really deep and comprehensive understanding of how everything works, separately and together. Analyzing the resulting data is no easy task either. It’s often both science and art – not unlike a doctor’s interpretation of a patient’s chart and own words. These kinds of interpretive skills do not grow on trees – and certainly not within most companies.
The upshot: Unless they’re willing to outsource the modeling of their operations as well as the collection and interpretation of their data, many industries will be limited in what they can derive from the IoT by their own in-house skills – at least until applications can be made more sophisticated.
The most complex models we have in logistics are probably supply chain network models, provided by software companies like LlamaSoft and JDA, which help us understand where are warehouses and factories should be located and how we should engage in transportation routing.
My process automation colleagues argue that models in the process industries are far more real time, which adds additional layers of complexity. These models have to be adopting to changing conditions on an ongoing basis. For example, the models change set points across a variety of machines and instruments so that when “a warm front blows in” yields can still be optimized. Or if one set point drifts outside of a specified control limit, other set points change to compensate for that deviation.
One conclusion, is that to fully leverage IoT across extended supply chains we may find ourselves building far more real time models than we have ever seen before. As one small example, during last year’s Long Beach labor strikes, shippers shifted volume to other ports. They might book on a ship headed to Vancouver only to find out a slew of other shippers had done the same. Delays by port were changing on a day by day basis. What if models of port throughput were used and combined with AIS Vessel tracking data? If the model understood how many ships were sitting outside a port, how many were headed to that port, the relative sizes of those ships, and the throughput capacity of the port, shippers could have made much better port scheduling decisions.
A key theme at the 20th Annual ARC Industry Forum, taking place next week in Orlando, will be the Internet of Things. I will be moderating a panel called Building a Supply Chain Control Tower for IoT Visibility. Our panelists have built very advanced and interesting visibility solutions that leverage IoT. The panelists are Jeff Tazelaar, Global Leader – Auto ID, RFID, GPS and Telemetry Expertise Center at Dow Chemical; Jan Theissen, Director Strategy and Methods, Global Purchasing and Materials Management at AGCO; and Tom Moroney, VP Wells and Facilities Technologies at Shell. Let me know if you will be at our forum and would like to meet up with me (sbanker@arcweb.com).